Станок для гибки профтрубы своими руками

Выбрать станок для гибки профильной трубы или сделать своими руками?
Трубогиб для профильной трубы — очень популярное оборудование на рынке. Он применяется в разных сферах промышленности, жилищно-коммунальной сферы и прочих направлениях. Чтобы сэкономить на покупке аппарата, можно сделать его самому. Однако, для этого нужно подробно изучить устройство, принцип его работы и особенности. Кроме того, нужно иметь под рукой инструкцию по его изготовлению и внимательно выполнять все необходимые требования. Только при помощи трубогиба можно согнуть профильную трубу, не деформировав ее.



.jpg "Виды профилегибочных станков")





.jpg "Правила изготовления")





Из статьи вы узнаете, как своими силами собрать станок для гибки труб. Также в статье вы найдёте информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и применению станка. Мы расскажем о нюансах монтажа и поделимся секретами. Станки для гибки труб необходимы не только в профессиональной, но и домашней работе.
- Процесс изготовления трубогиба
- Телефон или почта. Деревянные дома Идеи строительство ремонт.
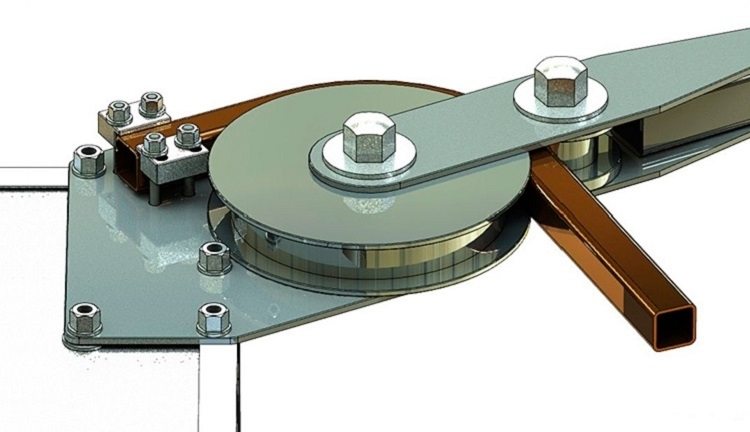
- Пересмотрел много вариантов конструкции самодельного гибочного станка для профильных труб, выбрал самый простой и на мой взгляд самый оптимальный.
- Содержание: Устройство трубогибочного станка и инструкция по его сборке Как изготовить профилегиб еще более простой конструкции Изготовление рычажного трубогиба Серийное оборудование. Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования.










У нас Вы можете приобрести готовые станки нашего призводства. Каждый станок из серии ПРОФИ предназначен для изготовления художественных элементов из профильной трубы методом холодной ковки трубогиб или профилегибочный станок. Станки из данной серии — одни из немногих, которые позволяют сдавливать заготовку V или U канавкой с четырех сторон, а затем гнуть её по ребру с замятием окончания «гусиной лапкой» без нагрева.