Сварочный из постоянного тока своими руками

Как сделать сварочный инвертор своими руками
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно. Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться. Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.















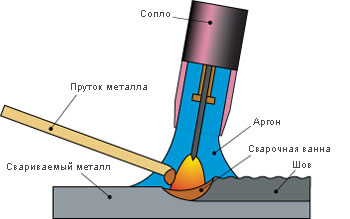
В этой статье речь пойдет о создании простой универсальной установки для аргонодуговой сварки неплавящимся электродом из доступных материалов и комплектующих своими руками. Данная статья, возможно, будет интересна производствам или индивидуалам, имеющим в своем активе нехитрый набор оборудования для решения простейших задач по сварке. Начнем с более сложной и специфичной установки для ручной аргонодуговой сварки алюминия и его сплавов неплавящимся электродом в среде аргона на переменном токе. Забегая вперед, отметим, что при оснащении ее выпрямителем и некоторой перекоммутации установка сможет производить сварку на постоянном токе сталей, сплавов на основе меди, никеля, титана и т. Подойдет любой с напряжением холостого хода В, удовлетворяющий по своим мощностным характеристикам технологическим параметрам процесса, а также напряжению питающей сети.
- Выбор провода обмоток
- До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
- Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
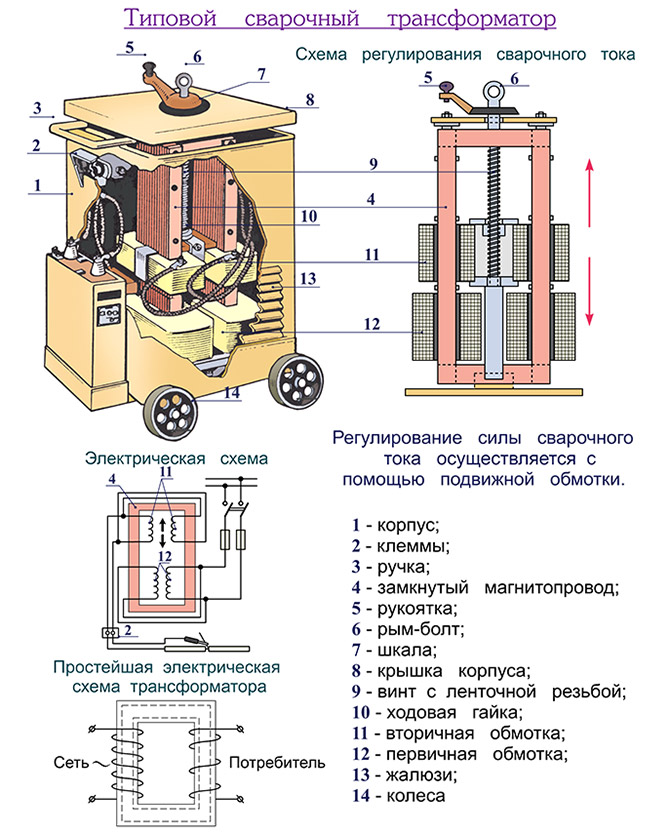
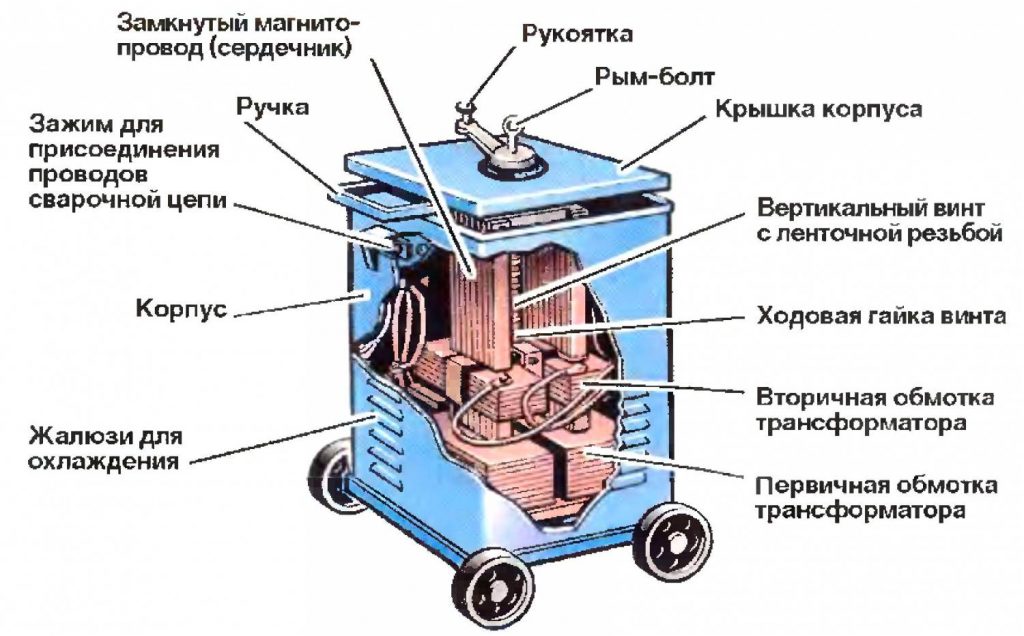
- Чтобы сделать самодельные сварочные аппараты постоянного тока, вам понадобится источник питания повышенной мощности, преобразующий номинальное напряжение обычной однофазной сети и обеспечивающий постоянную величину в амперах соответствующего тока для непосредственного возникновения и удержания нормальной электродуги. На самом деле, исходя из схем самоделок, источником электродуги был и остается трансформатор, даже если не использовать вспомогательные узлы и схемы различных блоков регулирования.
- Выбор типа сердечника сварочного трансформатора
- Сварочные трансформаторы служат для выполнения электродуговой сварки и наплавки металла покрытыми электродами. Они преобразуют получаемое от электрической сети переменное напряжение, понижая его до нужных значений.
- Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
- Сварочные аппараты переменного и постоянного тока используются повсеместно как профессионалами, так и любителями.
- Обмотки сварочного трансформатора
- Cегодня поговорим о сварочных аппаратах.
- Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам.
- Что это такое? В домашних условиях время от времени необходимо использовать сварку.






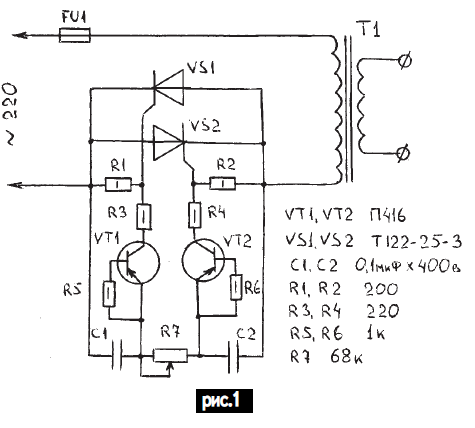





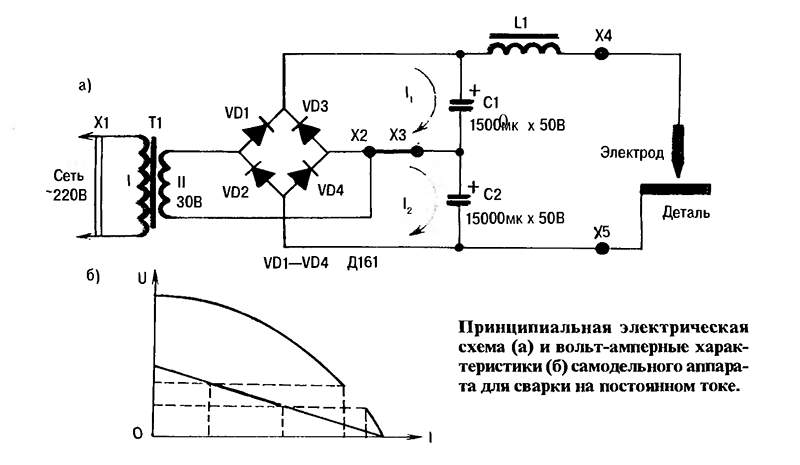
Преимущества сварочных аппаратов постоянного тока перед их «переменнотоковыми собратьями» общеизвестны. Это и мягкое зажигание дуги, и возможность соединять тонкостенные детали, и меньшее разбрызгивание металла, и отсутствие непровариваемых участков. Даже надоедливого и, как выяснилось, вредно действующего на людей треска нет. А все потому, что отсутствует главная, присущая сварочным аппаратам переменного тока особенность - прерывистое горение дуги при перетекании синусоиды питающего напряжения через ноль. Графики, поясняющие процесс сварки на переменном а и постоянном б токе. Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы магнитопровод - из специального электротехнического железа с крутопадающей характеристикой и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно В.